|
|
|
Биогазовые заводы для переработки отходов животноводства и птицеводства с получением высококачественных удобрений
Существующие проблемы в работе животноводческих предприятий и птицефабрик

Отходы
Объем отходов ферм и птицефабрик составляет более 700 млн. м3

Хранение отходов
Под хранение отходов животноводчества занято более 40 млн. Га земли

Метан
Отходы выбрасывают в атмосферу более 30 млрд. м3 метана, который в 21 раз вреднее углекислого газа по парниковому эффекту

Невозможность использовать отходы
Отходы свиноферм содержат в себе более 400 опасных субстанций – тяжелые металлы, антибиотики, гормоны, болезнетворные вирусы.

Ущерб
Ежегодный экологический ущерб от нарушения регламентов использования навоза и помета оценивается в 450 млрд. рублей. Ущерб от заболеваний населения и животных не поддается оценке.
В Европе и США уже много лет запрещен вывоз навоза и помета без переработки на поля.
Навоз и помет являются уникальным сырьем для получения биогаза, удобрений, электроэнергии и других продуктов, однако применение традиционных биогазовых технологий потребует огромных инвестиций, государственных дотаций, при этом не решая проблемы отходов и экологии.
Новая технология метанизация под давление (3 бар вместо 30 миллибар) значительно уменьшает время брожения – более чем 2 раза, что позволяет уменьшить объем ферментеров.
АГРОБИОТЕХ. ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОЙ ЛИНИИ
1 этап. Ежедневно субстрат собирается в приемной яме и гомогенируется.
2 этап. Субстрат влажностью 88% подогревается с помощью теплообменника и попадает в биореактор гидролиза. Время гидролиза составляет до 5 дней.
Необходимость блока гидролиза. Процесс гидролиза включает в себя два основных этапа. На первом этапе сложные органические полимеры (клетчатка, белки, жиры и др.) под действием природного сообщества разнообразных видов анаэробных бактерий, разлагаются до более простых соединений: летучих жирных кислот, низших спиртов, водорода и окиси углерода, уксусной и муравьиной кислот, метилового спирта. Применение блока гидролиза позволяет обеспечить стабильность процесса получения биогаза в дальнейшем. На втором этапе метанообразующие бактерии превращают органические кислоты в метан, углекислый газ и воду.
3 этап. Субстрат, который после реактора гидролиза будет дозирован в анаэробный ферментер, работать будет в режиме метанизации при термофильной температуре (58 – 60oC) без применения воздуха и продуктом является произведенный биогаз и дигестат. Биореактор работает по принципу расхода. Это значит, что в него с помощью насоса, без доступа воздуха поступает (6-12 раз в день) свежая порция подготовленного субстрата. Такое же количество переработанного дигестата вытесняется из биореактора. Особенность такого метанового консорциума позволяет сделать процесс брожения непрерывным. Для нормального протекания процесса анаэробного сбраживания необходимы оптимальные условия в реакторе: температура, анаэробные условия, достаточная концентрация питательных веществ, допустимый диапазон значений рН, отсутствие или низкая концентрация токсичных веществ.
Важно отметить, что использование блока гидролиза позволяет значительно ускорить процесс дальнейшей метанизации и перерабатывать масло жиросодержащие субстраты такие как отходы бойни в контролируемых условиях. При нормальной работе реактора, получаемый биогаз содержит до 75% метана.
Новая технология метанизация под давление (3 бар вместо 30 миллибар) значительно уменьшает время брожения – более чем 2 раза, что позволяет уменьшить объем ферментеров.
Состав оборудования
Комплект механического оборудования для подготовки субстрата в предварительном накопителе:
- Насосная станция в утепленном контейнере;
- Теплообменники;
- Система управления процессом;
Оборудование насосной станции:
|
|

Cостав биогазовых реакторов
- приемная яма
- ферментер для гидролиза;
- ферментер для метанизации в термофильном режиме;
- входной и выходной патрубки для подачи и выгрузки сырья;
- инспекционная лестница с площадкой;
- система измерения газа с указанием состава газа;
- система аварийной выгрузки субстрата;
- соединительный элемент для системы измерения температуры;
- инспекционное окошко.
В ферментерах предусмотрена система автоматической выгрузки (по принципу сообщающихся сосудов самотёком) полимерной (ПВХ) трубой диаметром 300 мм. Подогрев субстрата осуществляется автоматически при падении температуры внутри реактора до 60 град путем перекачки его через специальный теплообменник (фото 2) в паузах между загрузками. Такая система подогрева позволяет полностью отказаться от необходимости монтажа внутри реактора труб для подогрева субстрата. Перемешивание осуществляется автоматически трехлопастной мешалкой.
В ферментере предусмотрена система аварийного слива субстрата и окно для проведения ремонтных работ. Кровля оборудована автоматическим предохранительным клапаном для выпуска избыточного биогаза (при превышении 5 атм).
Кроме того, предусмотрены: герметичное смотровое окно с подсветкой; 3 датчика температуры в верхнем, нижнем и среднем уровнях субстрата на стене каждого ферментера; металлические лестницы и площадки для обслуживания мешалки, датчиков температуры, предохранительного клапана и смотрового окна биогенератора; газоанализатор с выводом данных на пульт управления для анализа процентного содержания в биогазе: сероводорода, азота, кислорода, метана и углекислого газа.
4 этап. Когенерационные блоки для производства электроэнергии и тепла в комплекте в контейнере или блок получения газомоторного топлива.
Комплектующие:
- силовой шкаф распределитель, пульт управления и контроля;
- интерфейс для управления передачей данных;
- система активного теплообмена;
- аварийное охлаждение с системой управления;
- распределитель теплового контура;
- система звукопоглощения;
- станция повышения давления газа для перекачки к генерационной;
- установки в комплекте с системой измерения давления газа.
В состав когенерационной установки входят:
- Специальный изолированный контейнер:
- Система электрического отопления;
- Система вентиляции с жалюзи на входе и выходе из контейнера;
- Система освещения контейнера с электророзеткой 24+220 В;
- Система датчиков, КИП, регистрации и сигнализация утечки газа;
- Защитный козырек от снега на выходе вентиляции в контейнер;
- Пожарная сигнализация, визуальная и звуковая система пожаротушения Firestop;
- Сифон для удаления конденсата ОК15;
- Внутренние соединительные трубопроводы;
- Внутренняя соединительная электропроводка;
- Поршневой двигатель внутреннего сгорания;
- Электрический генератор;
- Система для производства тепловой энергии в форме горячей воды 90/70 °C;
- Суммирующий и отделяющий теплообменник вода-вода (отделяет весь контур заказчика от контура установки);
- Газовая трасса КУ (2 – 10 кПа);
- Система подсоса воздуха для двигателя внутреннего сгорания;
- Система для дополнения и замены смазочного масла;
- Вспомогательные системы двигателя: предварительная смазка, сепарация масляных испарений, подогрев, система пуска (аккумуляторы);
- Охладитель наполняющей смеси
- Аварийный охладитель (охлаждение при недостаточном охлаждении и приоритетном производстве электрической энергии);
- Система управления КУ Pro-Con;
- Концентратор T-Con (повышающая система управления для параллельной работы КУ между собой или для параллельной работы с общей сетью);
- Система визуализации, коммуникации и регистрации данных.
- Силовые распределители для включения генераторов.
- Защиты генератора.
Система автоматизации технологического оборудования:
- панель оператора;
- программируемый контроллер с блоками ввода/вывода;
- шкаф автоматики и управления в сборе;
- преобразователь частотный для мешалки ферментатора;
- устройство плавного пуска для насосов и мешалки в предварительном накопителе;
- газоанализатор (3 компонента, фильтры, зонды отборные);
- уровнемер гидростатический;
- преобразователь расхода жидкости;
- преобразователь давления газа;
- температурные датчики, клапана, крепежные элементы;
- измеритель рН среды в ферментере.
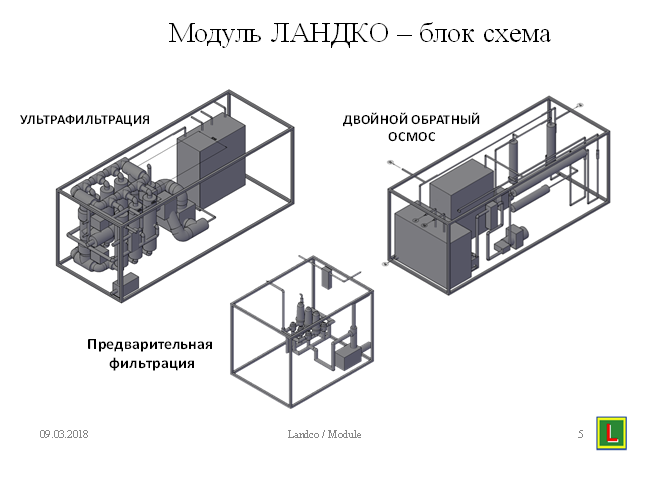
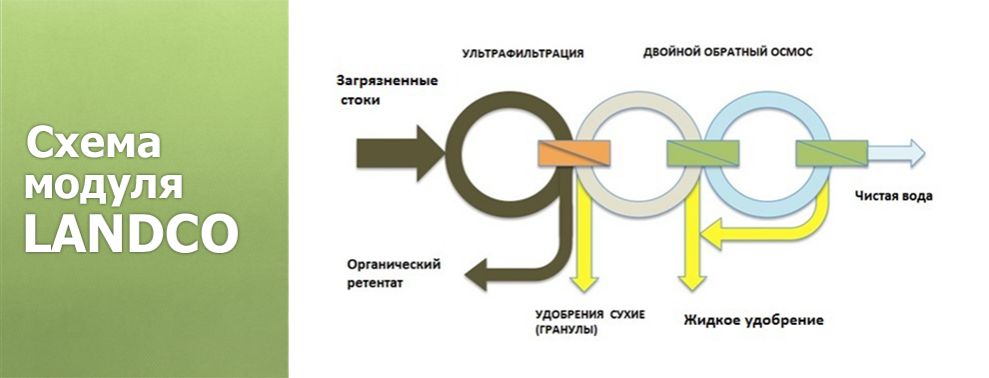
Модуль «Ландко»
Модуль «Ландко» обработает переброженные массы для извлечения реальных элементов, таких как: удобрения N P K (азот, фосфор и калийные) и чистой воды с содержанием менее 10 мг/л азота.
Ретентат после модуля направляется обратно в ферментер. Полученная вода используется для нужд комплекса Заказчика. На выходе из модуля устанавливаются дополнительные теплообменники для отбора избыточного тепла.

Скачать документацию по утилизации отходов животноводческих комплексов: скачать
